Измерение уровня жидкого металла в кристаллизаторе МНЛЗСтраница 1
Содержание
Содержание 1
Введение 2
Способы измерения уровня жидкого металла в кристаллизаторе МНЛЗ 7
ИЗМЕРЕНИЕ УРОВНЯ С ПОМОЩЬЮ РАДИОАКТИВНЫХ ИЗОТОПОВ 7
Область применения 7
Измерение уровня металла в кристаллизаторе посредством измерительного устройства, работающего на основе радиоактивности 10
Датчики инфракрасного излучения для определения уровня металла в кристаллизаторе 14
Метод контроля уровня металла в кристаллизаторе основанный на использовании вихревых токов, индуктируемых катушкой, размещенной над зеркалом жидкого металла в кристаллизаторе. 16
Система уровень 23
Список литературы 34
Введение
Стабилизация уровня металла в кристаллизаторе является важнейшей и наиболее сложной задачей автоматизации МНЛЗ.[1]
Рассмотрим параметры, оказывающие влияние на уровень металла в кристаллизаторе.
На рис. 1 схематично показана часть технологической линии разливки металла от промежуточного ковша до тянущей клети. Жидкий металл, находящийся в промежуточном ковше, под действием силы тяжести вытекает через стакан в ковше и попадает в кристаллизатор, где начинаются кристаллизация и образование слитка.
Дальше металл с определенной скоростью вытягивается из кристаллизатора, проходит зону вторичного охлаждения и входит в ролики тянущей клети, которые обеспечивают его непрерывное движение по технологической линии. Затвердевший слиток после тянущей клети разрезается на заготовки заданной длины.
Основные особенности технологии разливки следующие.
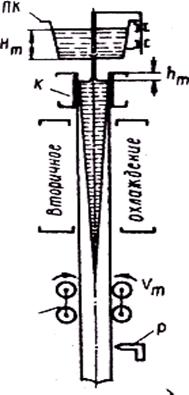
Рис.1. Технологическая схема разливки металла в кристаллизатор: ПК — промежуточный ковш; К — кристаллизатор; ТК - тянущая клеть; Р — резак.
Технологический цикл имеет, как правило, постоянную длительность и большую часть времени процесс является стационарным. Только дважды, в начале разливки и в конце, имеет место нестационарный режим.
Переход от нестационарного режима к стационарному можно охарактеризовать следующей системой равенств:
 (1)
(1)
где HT и HЗ соответственно текущий и заданный уровень металла в промежуточном ковше; VT и V3 — скорости тянущей клети; hT и h3 — уровни металла в кристаллизаторе. Считается, что на установке могут быть обеспечены заданные значения HЗ, V3 и h3.
Четвертое равенство, характеризующее состояние теплового баланса, не показано, поскольку, оно непринципиально для рассматриваемого случая.
Для подавляющего большинства МНЛЗ величины HЗ и h3 от разливки к разливке изменяются незначительно. Скорость v3 колеблется в 10 раз и более. Сечения кристаллизаторов также могут изменяться в больших пределах от 100X100 мм до 250Х 1600 мм (от 0,01 м2 до 0,4 м2), т. е. в 40 раз.