Изготовление и сборка оконных блоковСтраница 14
Бруски коробок выкраивают из пиломатериалов толщиной 60 мм. После сушки их раскраивают на полуавтоматической линии, а затем обрабатывают на линии по обработке брусковых деталей. Если на предприятии нет линий, то обработку ведут следующим образом: раскраивают пиломатериалы на круглопильных станках, а затем бруски, имеющие покоробленность и неровности, фрезеруют в угол на фуговальном станке, после чего с четырех сторон с отборкой профиля обрабатывают на четырехстороннем продольно-фрезерном станке. Затем на шипорезном станке в вертикальных брусках зарезают шипы, а в горизонтальных — проушины В горизонтальных брусках коробки на цепно-долбежном или на сверлильно-пазовальном станке выбирают гнезда для шипов вертикального импоста, на этом же станке в импосте выбирают пазы для постановки планки завертки замка.
В вертикальных брусках коробки гнезда для петель прорезают на специальном станке, после чего на рабочем месте ставят полупетли. В брусках, имеющих дефекты, их заделывают на станке по высверливанию и заделке сучков В нижнем горизонтальном бруске коробки для отвода конденсата прорезают пазы.
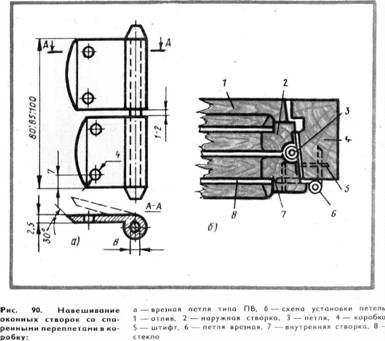
Сборку переплетов, коробок производят в сборочных станках. Собранную створку, укладывают на подстопное место для выдержки. После выдержки створки обрабатывают на линии ДЛ-5 или ДЛ-5А или на станках общего назначения. На трехцилиндровом шлифовальном станке или широком рейсмусовом станке зачищают и шлифуют наружные плоскости створок, после чего их укладывают в шаблон и на фрезерном станке обрабатывают по периметру. Затем в них выбирают гнезда под петли, причем во внутренних створках—под врезные петли, а во внутренней и наружной—под петли ПНО (рис. 90). Помимо этого во внутренней створке выбирают гнезда под замок завертки и отверстия под ручку завертки.
В брусках коробки (импосте) выбирают паз под запорную планку, а в створках и форточке — гнезда под винтовую стяжку на специальных станках или сверлильно-пазовальном станке. Оконные коробки собирают в сборочном станке ВГК-2 (на клею и нагелях). Шиповые соединения крепят нагелями, установленными на клею.
|
|
Нагели необходимо ставить во всех углах коробки, а также в местах соединений импоста с горизонтальными брусками заподлицо с плоскостью брусков коробки. При сборке переплетов и коробок необходимо следить за тем, чтобы не было перекосов с угла на угол; правильность сборки проверяют линейкой или шаблоном. Шиповые соединения коробки должны быть плотными, без зазоров. При сборке оконного блока навешивают створки и форточки в коробку, подгоняют створки к коробке, устраняя все дефекты и неточности, а затем устанавливают отлив и раскладки по стеклу. | ||
|
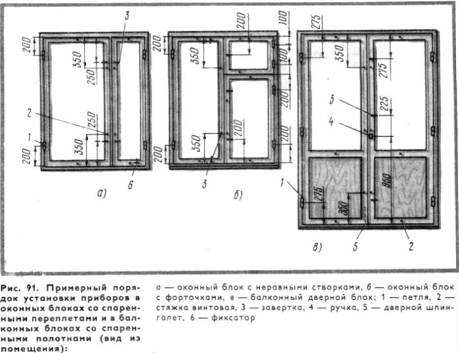
Примерный порядок установки приборов в оконных и балконных блоках со спаренными полотнами приведен на рис. 91. Для спаренных переплетов и балконных дверей применяют врезные оконные завертки натяжного действия с запорными планками, имеющим отверстия со скосом для натяга засова (язычка) и уплотнения притвора типа 3В (ГОСТ 5090—73). |
| ||