Изготовление и сборка оконных блоковСтраница 11
Отверстия под нагели выбирают электросверлилкой или коловоротом. На некоторых предприятиях отверстия под нагели выбирают сразу по двум или четырем углам специальным приспособлением (рис 85), состоящим из каркаса (рамы), устанавливаемого на станке по сборке окон. К стойкам каркаса крепят швеллеры10, по которым передвигается тележка 2 с кронштейнами 3, 4, причем к кронштейнам 3 шарнирно прикреплен рычаг 6, с помощью которого тележка 2 может двигаться вперед и назад.
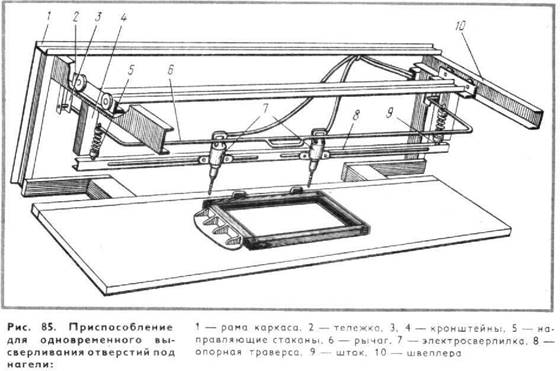
К кронштейнам 4 прикреплены направляющие стаканы5, через которые проходят штоки9, соединенные шарнирно с рычагом 6. На штоках 9 расположена траверса 8 с закрепленными на ней электросверлилками. Электросверлилки в зависимости от размеров расстояний между отверстиями могут передвигаться по траверсе.
Работающий рычагом 6 устанавливает электросверлилки в нужном положении над собираемой створкой, коробкой, затем опускает рычаг, и электросверлилки, также опускаясь, высверливают отверстия.
Собранные изделия укладывают на подстопное место для выдержки, необходимой для схватывания клея. В дальнейшую обработку изделие должно поступать только после схватывания клея в шиповом соединении. Процесс сушки клеевого соединения можно ускорить, применяя токи высокой частоты в сборочном станке после обжатия брусков. Собранные створки, фрамуги и форточки должны иметь припуск до 2 мм на сторону для обработки по периметру и по толщине 0,5 мм для снятия провесов.
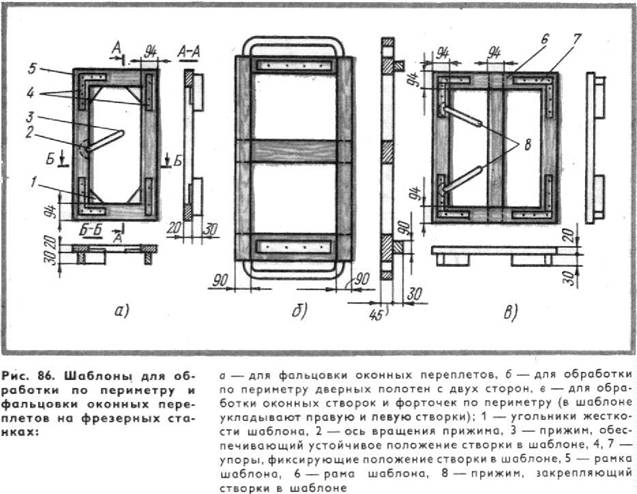
До вгонки (постановки) в коробки оконные створки, фрамуги, форточки обрабатывают по периметру для придания правильной геометрической формы. Одновременно с обработкой по периметру створки, фрамуги фальцуют, образуя четверть, необходимую для притвора. При обработке форточки по периметру создают профиль обработки, зеркальный профилю брусков и горбыльку, чтобы при постановке форточки на место она точно подходила к профилю брусков и горбыльку.
Створки, фрамуги и другие детали на небольших предприятиях по периметру обрабатывают на фрезерных станках с применением шаблонов (рис 86) На более крупных предприятиях створки, фрамуги обрабатывают на линиях.
На линии ДЛ-5 (рис. 87) обрабатывают плоскости створок со снятием провесов и по периметру с созданием притвора (четверти). В состав линии входят: станок для снятия провесов, продольно-фрезерные станки и разгрузочное устройство.
Линия работает следующим образом. Створки поступают на станок 1 для снятия провесов. На нем под углом 55 расположены два рейсмусовых вала с ножами: один вал над обрабатываемой створкой, а другой под ней. При движении створки ножевыми валами снимаются провесы и зачищается плоскость створки. После обработки плоскостей створка поступает на продольно-фрезерный станок 2, где обрабатываются продольные кромки, после чего на станке 3 обрабатываются поперечные кромки створки. На линии можно обрабатывать створки высотой до 1800 мм, шириной 475—850 мм и толщиной 42: 62 мм.