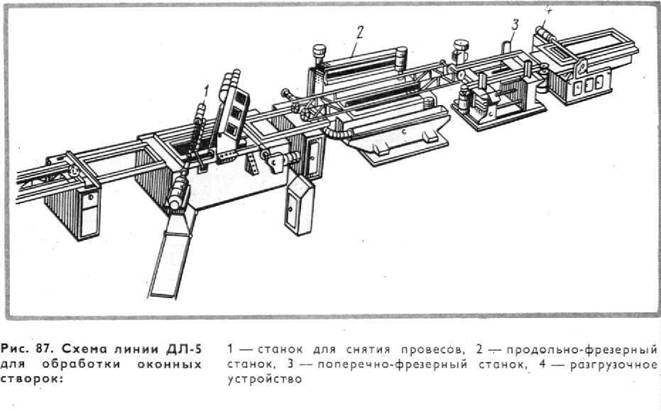
Изготовление и сборка оконных блоковСтраница 12
Вгонку и навешивание форточек в створку производят на рабочем месте.
В связи с тем, что форточку обрабатывают на фрезерном станке в шаблоне, дополнительных работ по пригонке форточки к створке не требуется. Отлив на форточке не ставится, так как в нижнем бруске форточки отлив составляет одно целое с бруском.
Отлив, нащельники, заранее прирезанные в размер, во внутренней и наружной створках ставят на рабочем месте. Отлив (врезной) ставят на клее повышенной водостойкости с креплением шурупами. Нащельник крепят к створке также на клее с привертыванием шурупами. Нащельник высотой до 1200 мм крепят 4 шурупами, а высотой 1200—1800 мм—5—6 шурупами.
Коробки собирают в сборочном станке/ Коробки без предварительной подгонки брусков собирают следующим образом. В станок укладывают бруски коробки, обжимают их, следя за тем, чтобы в шиповом соединении бруски плотно подходили один к другому. Правильность сборки коробки проверяют шаблоном с угла на угол. После этого в местах шиповых соединений высверливают отверстия под нагели, которые ставят на клею заподлицо с плоскостью коробки.
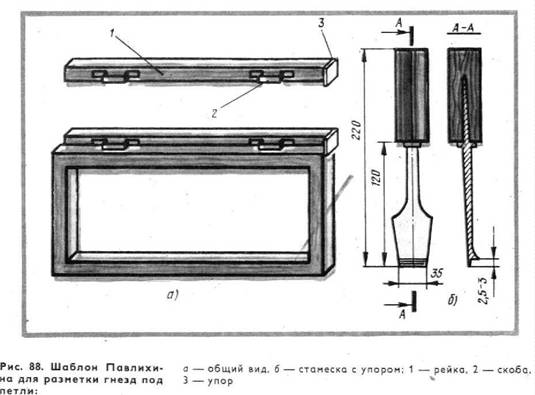
Трудоемкой операцией является навешивание створок с врезкой петель. На большинстве деревообрабатывающих предприятий эта операция механизирована. При отсутствии станков для врезки петель используют шаблон Павлихина (рис. 88), представляющий собой рейку 1 с упором 3 и двумя скобами 2 с заточенными фасками. Размеры скоб соответствуют размерам петель. При разметке шаблон кладут на кромку створки по упору, а затем легким ударом по скобе переносят ее отпечаток на створку и по нему в дальнейшем прорезают гнездо под петлю. Аналогичным образом делают разметку на коробках, а также дверных полотнах. По полученной разметке стамеской с упором прорезают гнезда под петли. Упор стамески позволяет заглубить лезвие лишь на заданный размер. Глубина гнезда под петлю должна точно соответствовать толщине ее, с тем чтобы после установки поверхность петли была заподлицо с древесиной.
Вгонка и навешивание створок в коробку производится на специальных столах, имеющих длину и ширину, соответствующую наибольшему размеру оконного блока, и высоту до 900 мм. На предприятиях с большим объемом производства вгонка и навеска створок производится на конвейерах с заданным ритмом.
Процесс вгонки и навешивания оконных створок в коробку состоит из следующих основных операций: подготовки створок; навешивания на петли. зачистки провесов и устранения других дефектов; упаковки блока (расшивки планками) для перевозки его в малярное отделение. При вгонке переплетов в коробку сначала навешивают наружные переплеты. В том случае, когда оконный блок имеет помимо створок и фрамугу (для общественных зданий), сначала подгоняют фрамугу к коробке.
После проверки правильности прифальцовки фрамуги к импосту ее крепят к коробке шурупами, завертываемыми под углом 45°, причем в первую очередь крепят вертикальные бруски фрамуги.
Неоткрывающиеся фрамуги подгоняют плотно к коробке без зазоров, после чего закрепляют их шурупами. Открывающиеся фрамуги подгоняют к коробке, навешивают на петли, затем подгоняют створки. Зазор между фрамугами и коробкой должен быть не более 2 мм. При подгонке створок тщательно проверяют правильность притвора, т. е. плотность прилегания их к четвертям коробки. При навешивании створок на петли следят за тем, чтобы они открывались свободно и не пружинили. Внутренние створки подгоняют так же, как и наружные.