Автоматическая линия цинкования в барабанахСтраница 16
Vв – скорость вертикального перемещения автооператора (Vв =0,11 м/с).
![]() = 378 с.
= 378 с.
Суммарное время выстоя над ваннамиtвыст равно 543 сек.[13]
tа= 450 + 378 + 543= 1371 с.
nа = 1371 / 555= 2,47 » 3
Необходимое количество автооператоров равно трём.
Далее рассчитаем наиболее существенный габаритный размер автооператорной линии - длину. Её находим по формуле:
L= n×W + nс×Wc + W3/P + DWC + n0×DW0 + n1×DW1 + n2×DW2 + Wб, (4.13)
где n – количество ванн одного типоразмера;
W – ширина ванн принятого типоразмера;
nс – количество сушильных камер;
Wc – ширина сушильной камеры;
W3/P – ширина загрузо-разгрузочной стойки;
DWC – зазор между сушильной камерой и загрузо-разгрузочной стойкой;
n0 – количество комбинаций соседних ванн без бортовых отсосов;
DW0 - зазор между ваннами без бортовых отсосов;
n1 – количество односторонних бортовых отсосов;
DW1 - зазор между стенками ванн с односторонним бортовым отсосом;
n2 – количество двухсторонних бортовых отсосов;
DW2 - зазор между стенками ванн с двухсторонним бортовым отсосом;
Wб – ширина одностороннего бортового отсоса по краю линии.
L= (12×0,63+5·0,8)+2×0,8+0,6+0,3+10×0,16+3×0,29+3×0,39+0= 17,7 м.
На основании рассчитанных данных построена циклограмма, которая изображена на рисунке 4.1.
![]()
![]()
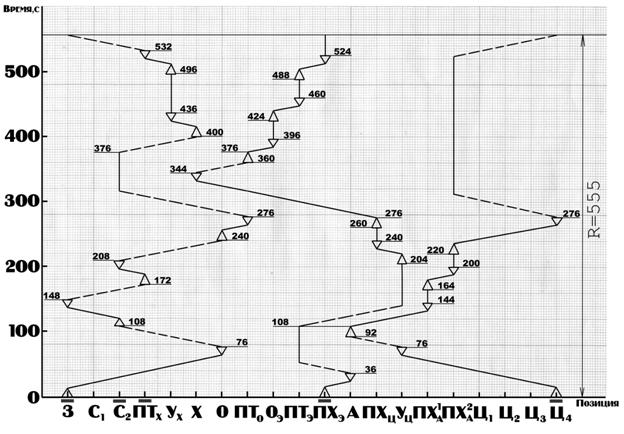
Рисунок 4.1 – Циклограмма автооператорной линии цинкования в барабанах.
Условные обозначения: З – загрузка, С – сушка, ПТ – тёплая промывка после хроматирования, ПХ – промывка холодная после хроматирования, Х – хроматирование, О – химическое обезжиривание, ПТо – тёплая промывка после обезжиривания, Оэ – электрохимическое обезжиривание, ПТэ - тёплая промывка после электрохимического обезжиривания, А – активация, ПХУ – промывка холодная после цинкования, УЦ – улавливание после цинкования, ПХа – холодная промывка после активации, Ц – цинкование, ▲ – подъём барабана автооператором и выстой для стекания раствора (16 с.), ▼ – опускание барабана автооператором (10 с.), ¤ – перемещение автооператора на одну позицию (8 с.), ▬ – ванна с барабаном.
Время каждой операции согласно циклограмме отражено в итоговой таблице 4.1.
Таблица 4.1 – Продолжительность технологических операций
|
Наименование операции |
Время по технологии, с. |
Время по циклограмме, с. |
|
Загрузка Обезжиривание Промывка после обезжиривания Электрохимическое обезжиривание Промывка после электрохим. обезжиривания Активация Промывка после активации: первая ступень вторая ступень Цинкование Улавливание после цинкования Промывка после цинкования Хроматирование Промывка после хроматирования: первая ступень вторая ступень Сушка |
– 120-300 ≥20 30-300 ≥20 ≥20 15-45 30-150 1200-5400 ≥20 ≥20 45-90 ≥20 ≥20 180-600 |
407 164 84 28 28 31 56 20 20 1944 128 20 56 60 195 1010 |
4.3 Электрический расчёт электрохимических ванн
Сила тока I на ванне определяется произведением технологической плотности тока iср и площади единичной загрузки Sез:
I = 1,05 × iср × Sез, (4.14)
Коэффициент 1,05 учитывает потери электричества на контакты деталей в барабане.
Напряжение на ванне при покрытии деталей в барабанах определяется по формуле: