Керамические глазуриСтраница 6
Для получения цветных глазурных покрытий в промышленности широко применяются пигменты Дулевского красочного завоза. Воронежского завода керамических изделий, в небольших количествах пигменты Киевского завода художественной керамики и Ленинградского фарфорового завода «Горн», а также завозимые из других стран. Реже применяются глазури, окрашенные оксидами металлов, а также другими материалами, включая отходы производства (кристаллические сланцы, диабазы, гальванические шламы, отработанные катализаторы). При приготовлений цветных глазурей пигменты вводятся в количестве от 0,1 до 5% (сверх 100%) в зависимости от интенсивности окраски пигментов к желаемой насыщенности цвета покрытия.
Более широкая палитра цветных покрытий обеспечивается смешиванием двух или трех пигментов в процессе приготовления цветных глазурей, а также путем использования различных фритт (прозрачных, заглушенных и др.).
Установлено, что для получения чистого цветового тона покрытия необходимо к каждому пигменту строго подбирать глазурь, так как в противном случае пигмент может разрушиться, в результате чего интенсивность окраски уменьшится или покрытие приобретет некачественную окраску. Поэтому ряд зарубежных фирм для обеспечения различных по цвету покрытий используют несколько (иногда до 8-10) глазурей различных составов.
С целью предохранения пигментов от преждевременного разрушения, сопровождающегося уменьшением интенсивности окраски покрытия, их следует загружать в шаровую мельницу за 1-2 ч до окончания помола фритты.
Приготовление глазурей
Приготовление глазури начинается с выбора и подготовки сырьевых материалов. При этом особое внимание уделяется контролю химического состава всех сырьевых компонентов глазури. При составлении шихтовой рецептуры нужно использовать самые чистые и высококачественные материалы. Необходимо также периодически проверять влажность исходных компонентов, так как у многих из них (сода, бура и др.) влажность во время хранения может сильно меняться, что приводит к нежелательным изменениям химического состава глазури.
При приготовлении сырьевой смеси для варки фритты необходимо использовать компоненты с размером частиц не более 0,2 мм. Смесь должна быть хорошо гомогенизирована. Эти факторы имеют решающее значение для правильного и быстрого протекания процесса фриттования. Плавку фритты ведут преимущественно во вращающихся барабанных печах периодического и в ванных печах непрерывного действия.
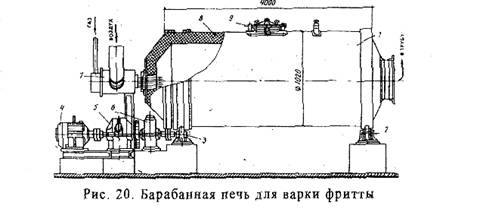
Фриттоварочная вращающаяся печь периодического действия (рис. 1) представляет собой металлический барабан 1, футерованный внутри высокоглиноземистым огнеупорным кирпичом 8. Горячие газы от горелки 7 подаются через отверстие в торцевой части внутрь барабана, нагревают и расплавляют находящуюся там глазурную шихту и через отверстие в противоположном днище отбираются в атмосферу. Шихту (1120 кг) загружают из кюбеля через люк 9. При нагреве и расплавлении шихты барабан на опорных роликах 2, 3 от электромотора 4 через редуктор 5 и синхронизатор б периодически (через 8-12 мин) поворачивают для гомогенизации расплава на 90-120 "С. Готовая фритта через боковой люк по приставному охлаждаемому лотку сливается в наполненный водой приямок, где от резкого охлаждения распадается на гранулы, и затем направляется на склад или к бункер для хранения.
Большой недостаток такого типа печей - быстрый выход из строя огнеупорной футеровки (средний срок службы 0,5-1,5 месяца).
Фриттоварочная ванная печь непрерывного действия - более современный тепловой агрегат для приготовления фритты, так как улучшается качество готового продукта, вследствие более равномерного провара и большей однородности состава фритты, и повышается степень механизации вспомогательных процессов.