Керамика, сваркаСтраница 11
Гидростатическое прессование обеспечивает равномерное давление на пресспорошок по всей длине, что позволяет получать изделие с однородной по всей длине плотностью. Этот способ применяют для изготовления изделий с большим отношением высоты к диаметру (толщине стенки). Схема установки для гидростатического прессования изделия трубчатого сечения представлена на рис.6.
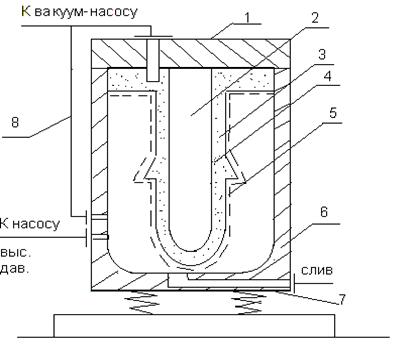
РИС.6
1-крышка,2-стержень,3-эластичная оболочка,4-зона засыпки пресс-порошка,5-кар-кас-ограничитель,6-камера,7-вибрационная площадка,8-трубы к вакуумному насосу.
Пресспорошок загружают в рабочую полость между эластичной оболочкой 3 и стержнем 2. Воздух из камеры прессования 6 и эластичной оболочки 3 откачивают по трубам 8 вакуумным насосом. Для равномерного распределения порошка по зоне прессования применяют вибрацию установки. Для ограничения растяжения эластичной оболочки 3 в установке предусмотрен каркас-ограничитель 5, содержащий отверстия, через которые передается давление жидкости (воды) на эластичную оболочку под высоким давлением ( около 400 МН/м2) подается в камеру 6. После прессования снимают давление, сливают воду, открывают крышку 1 и вынимают с сердечником 2 изделие. Изделие снимают с сердечника. Для генерации виброколебаний используют пневматические, электромагнитные и механические вибраторы.
Недостатки гидростатического прессования: невысокая производительность, сравнительно низкое качество поверхности изделия отформованной эластичной оболочкой, сложность процесса подготовки к прессованию.
Горячее прессование. Горячее прессование сочетает в себе 2 операции: прессование и спекание. Это позволяет получать новые свойства у изделий. Причем качественные изделия получают при значительно меньших давлениях и температуре (по сравнению с другими способами прессования.).
Процесс горячего прессования выполняется в следующей последовательности 1) После загрузки пресспорошка в прессформу порошок предварительно уплотняется, а затем температура порошка с прессформой поднимается до некоторой температуры Тпр меньшей температуры спекания; 2) увеличение давления до нужной для окончательного прессования величины; 3) увеличение температуры до температуры спекания и выдержка при этой температуре под давлением; 4) снятие давления, охлаждение и съем изделия (рис.7).
1-температура,2-давление.
Этим способом получают изделия простой формы из которых путем механической обработки (резания, сверления, шлифования и т.д.) получают изделия более сложной формы, но меньших размеров. Для нагрева прессформы применяют индукционный нагрев, нагрев в печах и нагрев элементами электросопротивления. Среда (окислительная или восстановительная) определяется природой получаемого материала.
Оборудование для горячего прессования: прессы для горячего прессования, обеспечивающие приложение давления и нагрев по заданному режиму в автоматическом цикле или обычные гидравлические прессы переделанные для установки на них подогреваемых прессформ.
Прессформы работают в тяжелых условиях. Материал прессформ должен быть огнеупорным и корозионностойким с высокой теплопроводностью, химически нейтральным по отношению к компонентам шихты и составляющим газовой среды при высоких температурах.
Обрабатываемый материал приваривается обычно к стенкам прессформы, которые из-за этого приходят в негодность, а свойства изделия резко ухудшаются. Для предупреждения приваривания в прессформу насыпают порошок тугоплавкого оксида, разделяющего изделие и прессформу. Этот способ разделения эффективен только при простой форме изделия. Точность размеров и конфигурации изделий достигают путем механической обработки (резанием, шлифованием и т.п.).
Горячее прессование применяют для изготовления беспористых изделий с контролируемым размером зерен (до 0.1 мкм), отличающимися повышенной прочностью и плотностью, что улучшает магнитные характеристики: магнитную проницаемость, индукцию, время перемагничивания.